用接头套连接输送带是一项新的连接方法,也是胶带接头的重大改革,优点显著体现为“快、强、稳、省”四大特性。本产品为发明专利权,专利号ZL200610053597.1。
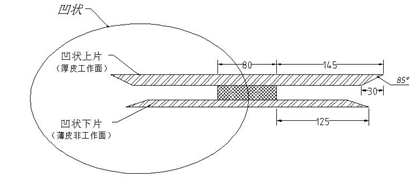
1、接头套使用方法与步骤概述: 本接头套两端成凹状,凹状分上片与下片,上片胶层厚下片胶层薄;上片长145mm下片长125mm,上片比下片长20mm;凹状上下两片尾端有30mm呈现85度的斜坡面(见图1)。
1.1按照接头套凹状上下片的长度,相应地剥除待接头胶带两端的胶皮,形成斜面凸榫。
1.2在接头套凹槽内和胶带凸榫处涂刷粘合剂,将接头套斜坡面与相应凸榫斜面对合、粘接,使接头套胶皮覆合在胶带的凸榫上面。
1.3粘合后,按接头套上的孔位用特定螺栓二次加固,完成接头。 注:接头后总长度增加。接头套接住胶带两端后,可增加约80mm长度。
图1:接头套凹状图示
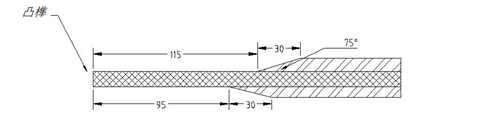
 2、如何制作输送胶带接头两端的凸榫: 2.1切割。根据所需要的长度两端将胶带切割成直角,胶带横向切割时必须是直角切割否则胶带会跑偏。
2.2剥皮。对应上片厚胶皮剥除115mm,下片薄胶皮剥除95mm,在剥皮割切操作时注意不要伤害织物(帆布层)。凸出的织物厚度控制在6mm不超过7mm为最佳。
2.3磨皮。在上片厚胶面剥皮115mm的上方位30mm,用磨光机磨出75度的斜坡面,形成总长145mm的上凸榫面;同样地,在下片薄胶面剥皮95mm的上方位30mm,磨出75度的斜坡面,形成总长125mm的下凸榫面,(见图2)。注:对于没有剥皮经验的新手,若剥皮时较困难,可以借助手动打毛机或者磨光机,按步骤2.2尺寸将胶皮全部磨掉。 图2:输送胶带两头凸榫图示 3、如何操作和使用粘合剂: 目前市场上销售的冷胶粘剂很多,大多都采用氯丁橡胶改进型的粘合剂,如阻燃输送带粘合剂等等,其使用方法基本相同。本品采用2组合即粘合剂与固化剂,一般按10%的列克纳固化剂配合使用。 3.1 夹片。先将套上片(厚皮)两端向对夹住,使其更方便清污和涂粘合剂。如果没有夹具可以在套的螺丝孔用铁丝或绳子对扎起,如图3所示。
3.2 除尘。涂粘合剂前,需清除接头套凹内表面尘土。由于接头套凹状内打毛有难度,本品已做了套内打磨预处理。但若在安装时套内又染上尘土,则必须重新打磨,以清除尘土。
3.3 反复涂刷。涂刷粘合剂时,需做到毛刷反复刷,目的是使粘胶均匀地渗透在帆布线绳内,否则粘合剂停留在表面会严重影响粘合强度。
3.4 二次涂刷。涂粘合剂一般需涂两次,第一次涂后等表面完全干燥,再涂第二次,可以先涂凹套,然后涂凸榫。凸榫双面都要涂刷粘合剂。涂凸榫时,斜面胶皮涂刷面积稍大于打磨面积。 图3:接头套上片夹起示意图 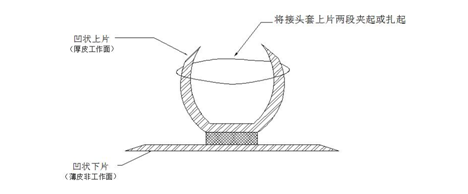 4、如何对合接头套与胶带的连接 4.1 对合时间:待粘合剂基本干燥才可以对合,如果粘合剂太干燥了,可再轻刷一些很浠的粘合剂,然后即对合。(以手指碰粘合剂不粘手为最佳时刻)注:很浠的粘合剂制作,通常可以采用列克纳固化剂调制。
4.2 下片粘合。在对合凹槽前,凸榫端可用干净的尼龙薄膜包住,防止凸端在接触凹片时相互粘住。确定接头套的底片(下片)与胶带凸端完全垂直后,才可将尼龙薄膜拉除,将凸端下片粘合。(两端粘接可分先后完成。)
4.3 上片粘合。完成下片两端粘合后,再粘合上片两端。再次确定接头套与胶带垂直后才能放开上片胶皮(被夹住或被对扎起的厚胶皮)。
4.4 补刷上胶。被放开的上片胶,因为夹待遮盖会存在刷粘合剂时不均匀,所以要做好补刷一次。待补刷胶基本干燥,达到最佳粘合时将其贴合。
4.5 粘合压紧。粘合压紧要从中间向下,再向左右扩展,不得由边相内挤压。先用手压紧后用木头锤子从中间向下,再向左右敲打紧实。若没有木锤可用铁锤替代,但敲打时切勿用力过大,以免损伤帆布。
5、打孔与螺栓加固
5.1 打螺丝孔。 将输送胶带的两端凸榫套入接头套凹片后,用手电冲击钻打孔眼。按照接头套上片已定的孔位,垂直钻出同等大小的孔眼。 钻孔的钻头最好选择木工打孔眼的钻头,孔直径¢12mm。选用木工钻,可以把孔内的残留物取出,保持孔边缘光滑,有利于胶带内螺纹螺丝顺利串进。
5.2 固定螺栓。按照接头套上的所有孔,将内螺纹底座从下片薄胶皮位孔径往上镶嵌,然后在上片厚胶皮孔径放好垫片,再用沉头内六角螺丝拧紧,即完成接头,如图4所示。
5.3 拧紧螺丝。螺丝拧紧要分三次反复拧。由于橡胶是弹性体,需要逐步拧紧,一般扭转力150N(牛),但当即使用的,由于粘合剂还没有固化完成,拉力主要来自螺丝加固,拧紧度一般需提高到200N(牛)。 图4:接头套接俯视图 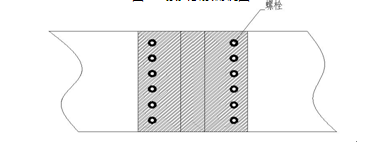 6、注意事项:
6.1接头完工后当即使用的,在粘合剂未固化前要防止脱开。 一般粘合剂固化需要10-24小时,在气温低或零下时固化时间更长,所以在接头后需当即使用的,必须在离边缘10mm位置敲一圈鞋钉子,从而防止使用粘接口子不脱胶。钉子的密度通常为15mm左右一枚。在敲钉子过程中分为上端与下端,往上运动的一端敲钉密度可以增加或者敲多排;相对运动的下方则可以减少敲钉,因下方是顺势运动不会被物料撬开。 6.2 在粘合过程中粘合剂干燥掌握:
(1)第一次刷粘合剂均匀溶剂干燥,目的是使粘合剂充分渗透进入织物,让溶剂干燥固定两物定位在一起(2)第二次刷粘合剂必须在第一次粘合剂干燥后进行,才能效果好粘性强,(3)掌握粘合最佳时刻贴合可以做到每平方米厘米大于60N粘力,因此不用敲钉子便可使用。 6.3接头套宽度须略小于胶带宽度,以防胶带跑偏损伤接头,影响其使用寿命 输送胶带运作过程跑偏现象时常发生,如果接头处宽度大于㬵带那么㬵带一坦跑偏,接头处就极易损害,因此接头处横向要求比胶带的宽度窄些。 此接头套的宽度是可以切割的,如果是1000mm宽可以切割成980mm或者更窄一些,也可以分成一个600mm宽度和一个400mm宽度的胶带。切割可以在涂刷粘合剂前进行,也可以在全部粘合完毕后,在胶带两边缘画一条线,比胶带窄10mm毫米左右处切割掉。
7、使用过程中可能出现的其他问题:
7.1 粘合过程中存在涂胶不匀,涂胶后又粘着尖土等等,造成胶带与接头套粘结力强度下降,使用过程中胶皮脱开。这种现象要求及时处理。
7.2 岀现脱胶现象停机抢修,将脱开的位置重新除去灰尘,刷好粘合剂待基本干燥(手指按在涂好的粘合剂上面手指不会被粘有粘合剂)才能贴合。(如果气温低粘合剂不易干燥时,可以用电吹风吹干。)
7.3 当即使用的钉上鞋钉子,密度可以大一些 。
7.4 检查內螺纹,螺丝是否松动,如果松动了按照5.3要求拧紧。
8、使用本产品接头套的优势:
8.1 最传统的接头采用皮带扣,皮带扣与本产品接头套相比,一是漏细灰粉,污染环境。二是使用皮带扣时胶带很容易纵向撕裂,严重降低胶带的使用寿命。三是皮带扣使用寿命较短一般经常要调换。
8.2 输送胶带采用热胶接头、冷胶接头相比接头套,热胶或者冷胶接头时技术要求高,粘接速度慢,不经过技术培训很难掌握技术,而本产品接头套操作简单、快速、粘接力強度大、粘接性能稳定,一般企业机修人员都能快速掌握接头。
8.3省工省成本。使用本接头套为胶带接头时,不需要损失接头长度还能伸长80mm,由于连接效果好,接头速度快,因此可以大大增加废弃带的利用率。例如检修换下的废胶带经过挑选切割有利用价值的短头,采用接头套快速接头起来后,胶带完全可以再次利用,从而大大地节约了企业成本。 原创作者:杭州力久输送胶带有限公司 |